

金属弹簧表面镀层和有机涂层都应满足涂(镀)层致密、均匀一致、与基体结合牢固的要求。磨削中影响弹簧质量的主要因素有以下几种:砂轮应选择合理对端圈斜角的控制为保证磨削质量,应配备一定数量的量具对砂轮应及时修整正确选择磨削套筒的尺寸,要求弹簧与套筒间隙在0.05mm~0.10mm之间防止弹簧磨削时缝隙的产生。磨削工序应在消除应力回火定型后进行。






拉伸弹簧的使用寿命,除了取决于制造精度,公道的弹簧结构,良好的热处理效果、正确地选择弹簧机以及拉伸弹簧安装精度之外,更要重视弹簧的准确使用、保养、维护等。使用拉伸弹簧前必须严格检查,确认无赃物灰尘等,仔细检查,定期的对冲床的转盘和模具安装底座进行检查,以保证上下转盘的同轴精度。想使拉伸弹簧的寿命长久一些,就应该定期的对模具弹簧进行更换,防止劳损影响拉伸弹簧使用寿命。

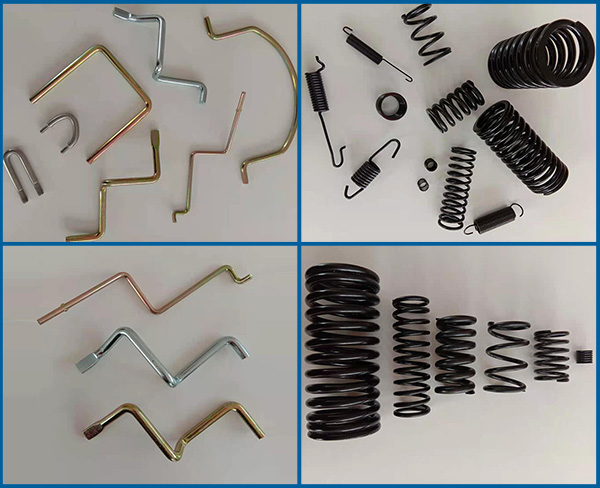
异形弹簧的种类之碟形弹簧:碟形弹簧尺寸小、重量轻,广泛用于缓冲、避振等场合,并在冲压模、阀类离合器紧固件以及石油和地质工程机械上获得普遍应用。异形弹簧的种类之不等节距螺旋弹簧:不等节距螺旋弹簧主要用于摩托车及小型客车的悬架弹簧和高速发动机气门弹簧等。在同一件弹簧上同时既能满足变形量小时刚度小,又能满足变形量大时刚度大的要求。异型弹簧在工作过程中造成应力集中。其应力集中的部位常常是造成疲劳破坏的疲劳源。疲劳源还易在表面脱碳的部位首先发生,因此严格控制脱碳层深度也是一个很重要的质量指标。



 在线客服
在线客服 13645550554
13645550554


